1. Introduction
Inventory is a valuable asset of a business. The company under study is a microprocessor chip manufacturing company. The company‘s current inventory cost accounts for 60% of its total production cost. The company considers inventory planning an important function to help cut costs.
The factory operates continuously. The products, after going through the assembly process, will go to the most rigorous inspection steps. With regard to inspection machines, it should be ensured that there are enough spare parts for maintenance so as not to lead to the machine stopping; if the machine stops for a long time, it will lead to late delivery, affecting the company’s service level.
Currently, the maintenance spare parts are not properly planned, leading to the situation that some maintenance spare parts are redundant, increasing inventory costs, some parts are missing, causing the machine to stop and leading to late delivery, and there is a low service level. From 2017 to 2020, out of a total of 990 requests for spare parts to serve testing machines, there are 170 shortages of spare parts. Therefore, the corresponding service level is as follows:
The 82.82% service level is too low; the company wants to increase the service level to 95%. The company has 55 types of spare parts of continuous demand. This research undertakes the planning of these spare parts, with the objective of minimizing inventory costs and ensuring a desired level of service.
2. Research methodology
2.1. Inventory planning for continuous demand materials
Continuous demand inventories are those whose demand does not fluctuate much over time (1). Inventory planning is about answering two basic questions: when to order and how much to order. Planning models are used to answer these two basic questions. For high-value materials, the fixed order size model is often used. For average-value materials, the fixed order interval model is often used for each material. For low-value materials, the fixed order interval model for multiple items is often used.
Ferguson et al. (2) applied the EOQ model to inventory management of perishables. Nobil et al. (3) developed the reorder point for the EOQ inventory model with imperfect quality items. Goh (4) constructed an EOQ model with general demand and holding cost functions. Mokhtari (5) developed EOQ for joint complementary and substitutable items. Sebatjane (6) developed an EOQ model for growing items with imperfect quality.
2.2. Research methodology
The materials under study are continuous demand materials that are planned according to the method of classifying materials by value and applying an appropriate model for each type of material (1). The planning process follows the following steps:
Step 1: Classifying materials according to the ABC analysis.
- Group A includes high-value materials, accounting for about 80% of the total inventory value.
- Group B includes average-value materials, accounting for about 15% of the total inventory value.
- Group C includes low-value materials, accounting for about 5% of the total inventory value.
Step 2: Planning group A materials.
Group A materials are planned according to the fixed order size FOS model, with the following two substeps:
- Planning lot size Q.
- Planning reorder points B.
Lot size Q is planned to minimize inventory costs, according to the economic order size EOQ model as follows:
where:
- R: annual demand (unit/year).
- P: purchase cost ($/unit).
- C: order cost ($/order).
- H: holding cost ($/unit/year).
- F: holding coefficient (1/year). H = PF
Reorder point B is planned to ensure the desired service level, based on the distribution of demand during lead time M. Reorder point B is determined as follows:
where:
- S: safety stock
- Z: safety factor
- σ: standard deviation of lead time demand M.
- μ: expected value of lead time demand M
Assuming lead time demand M has a normal distribution, safety factors Z are defined by service levels SL by Table 1.

Table 1. Safety factors Z.
Step 3: Planning group B materials.
Group B materials are planned according to the fixed order interval FOI model, with the following two substeps:
- Planning order interval T.
- Planning maximum inventory level E
The order cycle T is planned to minimize inventory costs, according to the economic order interval model EOI as follows:
where:
- R: annual demand (unit/year).
- P: purchase cost ($/unit).
- C: order cost ($/order).
- H: holding cost ($/unit/year).
- F: holding coefficient (1/year). H = PF
The maximum inventory level E is planned to ensure the desired level of service, based on the distribution of demand over the total lead time and cycle time N. The maximum inventory level E is determined as follows:
where:
- S: safety stock
- Z: safety factor
- σ: standard deviation of N.
- μ: expected value of N.
Assuming N has a normal distribution, safety factors are defined by service levels by the above table.
Step 4: Planning group C materials.
Group C materials are planned according to the multiple-items fixed order interval model, MFOI, with the following two substeps:
- Planning order interval T for all items in the group.
- Planning maximum inventory level E for each item in the group.
The order cycle T is planned to minimize inventory costs, according to the multiple-items economic order interval model, MEOI, as follows:
where:
- n: total number of C-type materials.
- Ri: annual demand of item i (unit/year).
- Pi: purchase cost of item i ($/unit).
- C: integrated order cost for all items ($/order).
- c: partial order cost for each item ($/order).
- F: holding coefficient (1/year).
The maximum inventory level Ei of material i is planned to ensure the desired service level, based on the distribution of demand over the total lead time and cycle time Ni of material i. The maximum inventory level Ei is determined as follows:
where:
- Si: safety stock of item i.
- Z: safety factor.
- σi: standard deviation of Ni.
- μi: expected valued of Ni.
Assuming Ni has a normal distribution, safety factors are defined by service levels by the above table.
3. ABC analysis for the company materials
The company has 55 continuous demand spare parts. Data of annual demand R and unit price P are collected, and total annual value RP, percent value PV, and cumulative percent value CPV are calculated as shown in Table 2, (7).

Table 2. ABC analysis for the company materials.
The table above shows that out of 55 continuous supplies, there are 31 group A materials, accounting for about 80% of the total inventory value, 15 group B materials accounting for about 15% of the total inventory value, and 9 group C materials, accounting for about 5% of total inventory value.
4. Inventory planning for A items
According to the above planning model, Group A materials are planned according to the FOS model. Among the 31 group A materials, P3TIU394 is selected for planning, and other materials are similarly planned.
4.1. Lot size Q planning
Lot size Q is planned according to the following steps:
- Collect data and estimate parameters.
- Plan the lot size.
The parameters of the model include R, P, C, and H. The average annual demand R and unit purchase cost P of the material are collected as follows:
Order costs are analyzed into many components (8); these components are estimated as shown in Table 3. After the component costs are estimated, the order cost is estimated by summing these component costs.

Table 3. Estimation of order cost.
The holding cost H can be estimated through the purchasing cost P and the holding coefficient F.
The holding coefficient F is analyzed into many components (9); these components are estimated as shown in Table 4. After the components are estimated, the holding coefficient is estimated by summing these components.

Table 4. Estimation of holding coefficient.
With the parameters estimated above, the optimal lot size of P3TIU394 is determined as follows:
4.2. Reorder point planning
Reorder point B is planned according to the following steps:
- Collect data of service levels and lead time M.
- Estimate parameters Z, μ, and σ.
- Plan safety stock S and reorder point B.
At a service level of 95%, the factor of safety is determined as follows:
Data of lead time demand M are collected; the expectation and standard deviation of M are estimated with the following results:
Safety stock S and reorder point B are calculated as follows:
Collect data, estimate parameters, and do the same calculation for the remaining materials. Inventory plans for group A materials are all shown in Table 5.

Table 5. Inventory plans for group A materials.
5. Inventory planning for B items
According to the above planning model, group B materials are planned according to the FOI model. Among the 15 group B materials, P18HK645 is selected for planning, and other materials are similarly planned (10).
5.1. Order interval T planning
Order interval T is planned according to the following steps:
- Collect data and estimate parameters.
- Plan the order interval T
The parameters of the model include R, P, C, and H. The average annual demand R and unit purchase cost P of the material are collected as follows:
Similar to group A materials, the ordering cost of group B materials is estimated with the following results.
The holding cost H could be estimated by the holding cost factor F, which is estimated similar to the class A material above.
With the above estimated parameters, the optimal ordering period of P18HK645 is determined as follows:
5.2. Max inventory level E
The maximum inventory level E is planned according to the following steps:
- Collect data of service level SL and demand N.
- Estimate parameters Z, μ, and σ.
- Plan safety stock S and maximum inventory E.
At the company’s required service level of 95%, the factor of safety is defined as follows:
The demands in total lead time and cycle time N of P18HK645 are collected, from which the expected values and standard deviations are estimated as follows:
The amount of safety stock and the maximum inventory level are calculated as follows:
Collect data, estimate parameters, and do the same calculation for the remaining materials. Inventory plans for group B materials are all shown in Table 6.
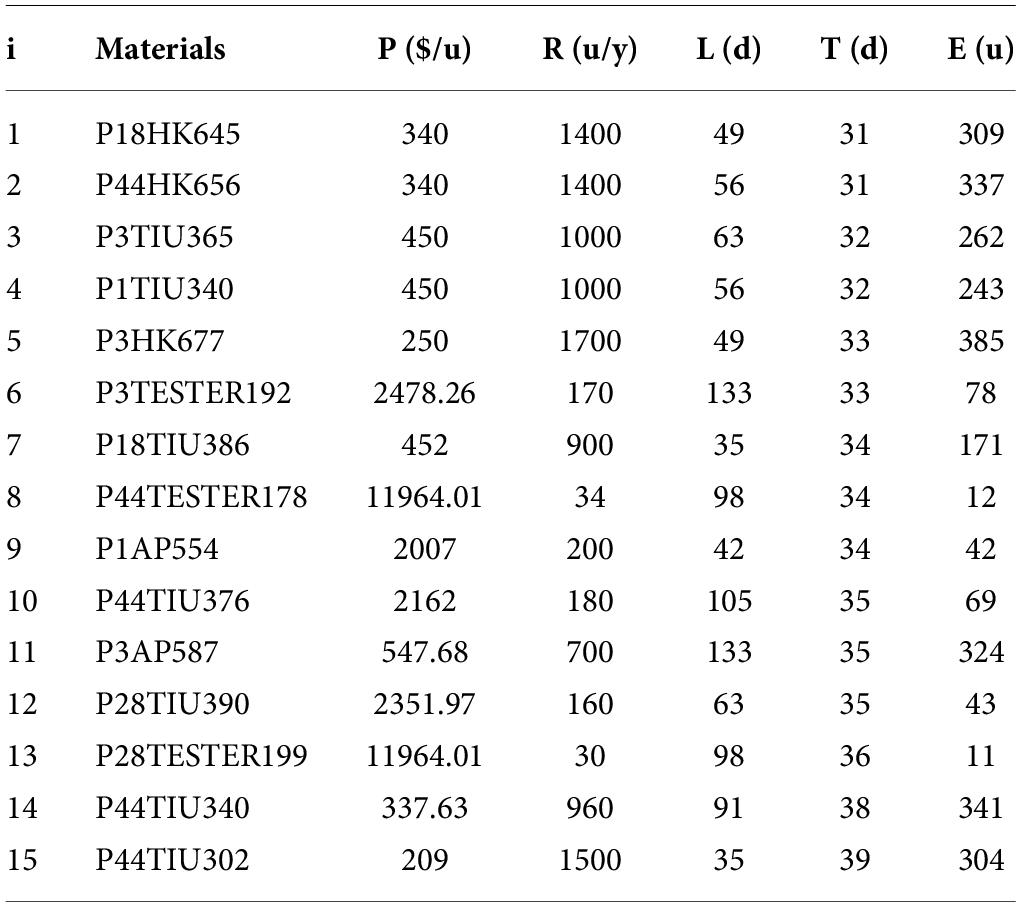
Table 6. Inventory plans for group B materials.
6. Inventory planning for C items
According to the above planning model, the nine class C materials are planned according to the MFOI model.
6.1. Order interval T planning
Order interval T for all class C items is planned according to the following steps:
- Collect data and estimate parameters.
- Plan the order interval T.
The average annual demand Ri and unit purchase cost Pi of the materials are collected as shown in Table 7.

Table 7. Average annual demand Ri and unit purchase cost Pi of the materials.
The integrated order cost C, the partial order cost c, and holding coefficient F are estimated as follows:
The economic order cycle of all group C materials is calculated as follows:
6.2. Max inventory level E
The maximum inventory level Ei of each material is planned according to the following steps:
- Collect data on service levels SL and demand Ni.
- Estimate the parameters Z, μi, and σi.
- Plan safety inventory Si and maximum inventory level Ei.
At the company’s required service level of 95%, the factor of safety is defined as follows:
The demand Ni of group C materials is collected, from which the expected values and standard deviations are estimated as shown in Table 8.

Table 8. Expected values and standard deviations of Ni.
The amount of safety stock and the maximum stock level are calculated according to the following models.
The calculation results are as shown in Table 9.
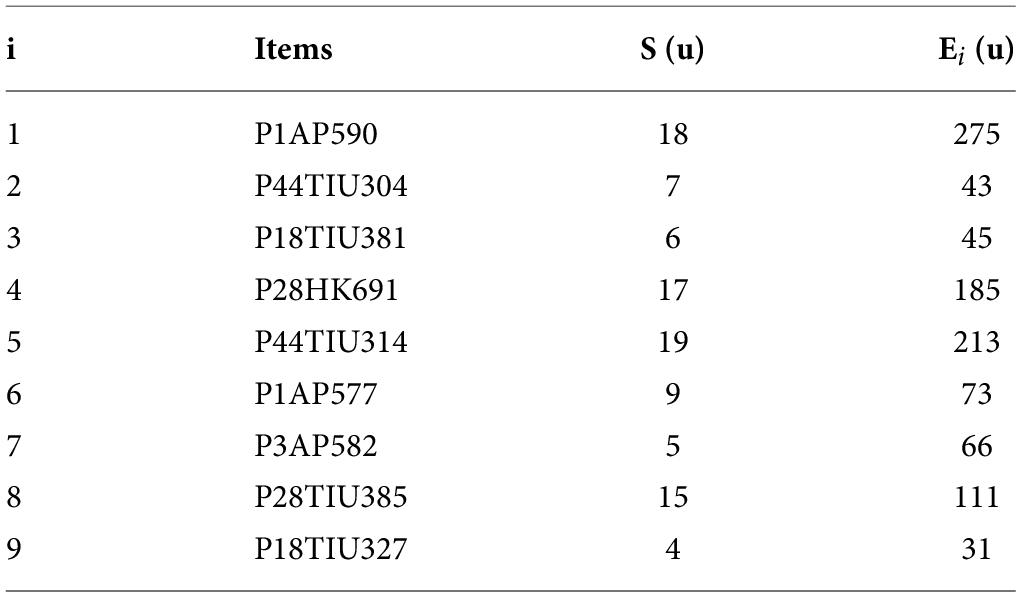
Table 9. Safety stock and the maximum stock level of class C materials.
7. Conclusion
The article develops inventory plans for 55 spare parts that are in constant demand for a chip manufacturing company, with the goal of minimizing inventory costs and achieving a service level of 95%. ABC analysis divides these 55 spare parts into 31 Class A materials, 15 Class B materials, and 9 Class C materials.
The 31 Class A spare parts are planned under fixed lot size models. The 15 Class B spare parts are planned according to fixed order interval models. The 9 Class C spare parts are planned according to the fixed lot size model for multiple items.
The research has the advantage of applying operation research models to achieve cost objectives and service level requirement. But the downside is that demand distributions have not been determined, so the service level may not be as calculated. In addition, the study did not apply to evaluate actual effectiveness. Future research is to determine demand distributions so that service levels can be accurately calculated. Research also needs to be applied in practice to evaluate its practical effectiveness.
References
2. Ferguson M, Jayaraman V, Souza G. An application of the EOQ model with nonlinear holding cost to inventory management of perishables. Eur J Operat Res. (2006) 180:485–90.
3. Nobil A, Amir Sedigh H, Cárdenas-Barrón L. Reorder point for the EOQ inventory model with imperfect quality items. Ain Shams Eng J. (2020) 11:1339–43.
4. Goh M. EOQ models with general demand and holding cost functions. Eur J Operat Res. (1994) 73:50–4.
5. Mokhtari H. Economic order quantity for joint complementary and substitutable items. Math Comput Simul. (2018) 154:34–47.
6. Sebatjane M. Economic order quantity model for growing items with imperfect quality. Operat Res Perspect. (2019) 6:88–90.
7. Adeyemi SL, Salami AO. Inventory management: a tool of optimizing resources in a manufacturing industry a case study of Coca-Cola bottling company Ilorin plant. J Soc Sci. (2010) 23:135–42.
8. Balan S. A case study on the determination of the economic order quantity for minimizing the inventory costs: model, analysis and insights. Proceedings of the International Conference on Advances in Industrial Engineering Applications, Chennai, India, January 2010. Chennai (2010).
9. Wikner C, Hammarström D. Calculating Inventory Carrying Charge, Two Case Studies at Lantmännen. University Thesis. Lund University of Technology (2010).